
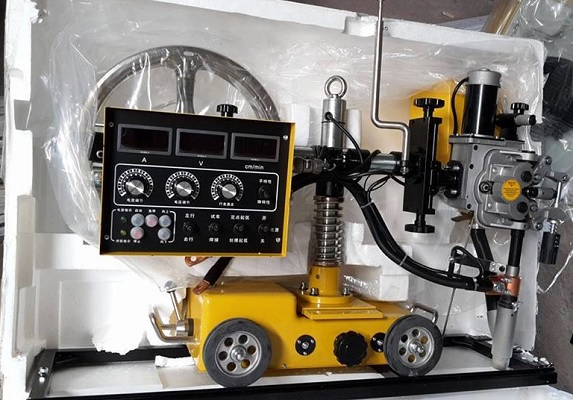
Nhắc đến hàn tự động thì chúng ta nghĩ đến ngay kĩ thuật hàn tự động sử dụng xe hàn tự động và rùa hàn tự động để thực hiện công việc này. Và đã bao giớ nghĩ rằng những kí hiệu trên những hộp dây hàn tự động có kích thước từ phi 2.0, 2.4, 3.2 được dùng chủ yếu cho hàn tự động.
Máy hàn dưới lớp thuốc hay còn gọi là máy hồ quang chìm. Hai vật liệu được sử dụng trong hàn hồ quang chìm là thuốc hàn và dây hàn. Hiệp hội hàn Mỹ có hai sự chỉ định, trong đó hệ thống phân loại bao gồm cả hai: Thuốc và dây hàn “ Phân loại đối với các dây hàn thép carbon và các thuốc hàn cho hàn hồ quang chìm” theo AWS A5.17 (Hiệp hội hàn Mỹ). “ Phân loại đối với các dây hàn thép hợp kim thấp và các thuốc hàn cho hàn hồ quang chìm” theo AWS A5.23 (Hiệp hội hàn Mỹ).
Thuốc hàn được ghi rõ bằng chữ cái F theo sau là hai hoặc ba chữ số chỉ cho biết sức bền kéo nhỏ nhất trong mức tăng dần của 10,000 psi. Tiếp theo sau là chữ cái chỉ cho biết điều kiện của sử lý nhiệt cho kiểm tra mối hàn. A có giá trị cho “Hàn” và P có giá trị cho “Sử lý nhiệt mối hàn”. Tiếp theo sau là một hoặc hai chữ số trong đó chỉ cho biết nhiệt độ nhỏ nhất trong thang nhiệt Fa-ren-hét (0 F ) của kiểm tra va đập thu được 20 ft-Ib của năng lượng hấp thụ (hoặc nhiệt độ nhỏ nhất trong nhiệt độ bách phân của kiểm tra va đập thu được 27 joules của năng lượng hấp thụ). Có 8 sự phân loại cho cường độ va đập.

Hàn hồ quang dưới lớp thuốc - VTH/Apave 42 F X X X
CÁC ĐẶC TÍNH CƠ KHÍ XỬ LÝ NHIỆT ĐỘ VA ĐẬP NHỎ NHẤT THUỐC HÀN 6 - 27 J 7 - 8 - 9 - 10 - 60-80.000 cường độ kéo 48.000 cường độ uốn, min. 22% độ giãn dài trong 2” 70-95.000 cường độ kéo 58.000 cường độ uốn, min. 22% độ giãn dài trong 2” 80-100.000 cường độ kéo 68.000 cường độ uốn, min. 20% độ giãn dài trong 2” 90-110.000 cường độ kéo 78.000 cường độ uốn, min. 17% độ giãn dài trong 2” 100-120.000 cường độ kéo 88.000 cường độ uốn, min. 16% độ giãn dài trong 2” A - P - Hàn bình thường Xử lý nhiệt sau khi hàn Z - 0 - 2 - 4 - 5 - 6 - 8 - 10 - Không yêu cầu 00 F = - 180 C 0 F = - 180 C 00 F = - 180 C 00 F = - 180 C 00 F = - 180 C 00 F = - 180 C 00 F = - 180 C
Hệ thống phân loại thuốc hàn hồ quang chìm Biện cực hàn được ghi rõ bằng chữ cái E tiếp theo sau bằng ba chữ số. Lưu ý, tuy nhiên, Chữ cái E có thể được tiếp theo sau bằng chữ cái C nếu điện cực của cấu trúc hỗn hợp. Bỏ đi chữ cái C chỉ cho biết là loại điện cực đặc. Chữ số tiếp theo được chỉ định lượng Mangan. Tiếp theo sau là một hoặc hai chữ số được sử dụng chỉ cho biết lượng carbon danh nghĩa nhân với 0,01% carbon. Tiếp theo sau các chữ số bằng một chữ cái K được chỉ cho biết điện cực thép đã được loại bỏ silicol. Nếu thép của một dạng khác chữ cái K không xuất hiện. Tiếp theo sau hai chữ số chỉ cho biết các hợp kim xuất hiện. Điều này thỉnh thoảng đi theo sau bằng hai chữ số trong đó bao gồm thép hợp kim.
Tuy nhiên, điều này không bao gồm thép hợp kim. Hàn hồ quang dưới lớp thuốc - VTH/Apave 43 F C X XX X X LƯỢNG MANGAN LƯỢNG CARBON x 0.01 TÁC DỤNG KHỬ OXY ĐIỆN CỰC (Dây hàn L - M - H - Thấp (0.60 Mn ‘max.’) Trung bình (1.25 Mn ‘max’) Cao (2.25 Mn ‘max’) K bao gồm khử silicon Thêm vào trong đó bao gồm thép hợp kim (trong thép hợp kim) Bao gồm dây hàn hỗn hợp-bỏ đi C bao gồm dây hàn đặc Hình 9. Hệ thống phân loại dây hàn hồ quang chìm Đối với các thông tin đầy đủ cho thép hợp kim tham khảo tới (AWS A5.23 Armerican Welding Soceity).
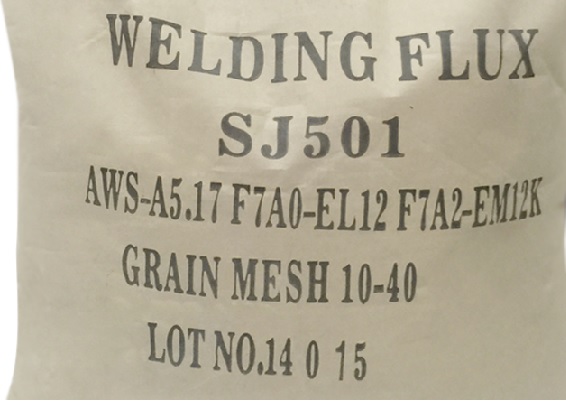
Bao bì thuốc hàn tự động
Ví dụ Trên bao bì dây hàn lõi thuốc của thuốc hàn - dây hàn được kí hiệu như sau:
= F7A2-EM12K: Chỉ cho biết thuốc hàn-dây hàn kết hợp sẽ cung cấp kim loại mối hàn điều đó có trong điều kiện hàn sẽ có cường độ kéo không nhỏ hơn 70.000 psi và sức bền va đập nhỏ nhất 27J ở -160 F khi đông đặc cùng với dây hàn EM12K dưới các điều kiện tiêu chuẩn được yêu cầu trong phân loại của AWS. Thuốc hàn bảo vệ hồ quang và kim loại hàn nóng chảy tránh được các tác nhân xấu từ oxy trong không khí và nitơ. Thuốc hàn bao gồm chất khử oxy và lọc sạch chất bẩn có trong vũng hàn, do đó giúp dời đi các chất bẩn từ kim loại mối hàn. Thuốc hàn cũng là phương tiện cung cấp đưa hợp kim vào trong kim loại mối hàn. Hợp kim và chất khử oxy có thể cũng được đưa vào từ điện cực hàn (dây hàn). Thuốc hàn nóng chảy khi nguội, nó tạo thành lớp xỉ dạng thuỷ tinh bao phủ bề mặt kim loại mối hàn, và tiếp tục bảo vệ làm cho nó nguội chậm lại. Phần không bị nóng chảy của thuốc hàn do đó không làm biến đổi tính chất và không bị nhiễm bẩn, cũng phần thuốc hàn không bị nóng chảy này có thể được thu hồi để sử dụng lại. Thuốc hàn nóng chảy tạo xỉ bảo vệ phải được rời bỏ khỏi mối hàn. Điều này dễ dàng đạt được khi mối hàn nguội lại, và trong nhiều trường hợp sẽ bong ra do biến dạng nhiệt làm cho việc lấy xỉ đi không mất nhiều công sức. Trong mối hàn rãnh xỉ hoá cứng có thể phải dùng đến búa để đục dời xỉ đi. Hàn hồ quang dưới lớp thuốc - VTH/Apave 44 6.
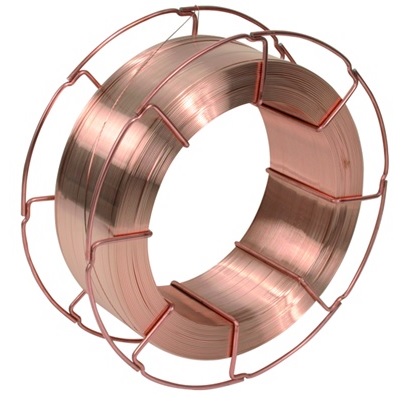
Dây hàn tự động
LỰA CHỌN THUỐC HÀN VÀ DÂY HÀN KẾT HỢP Trong hàn hồ quang chìm cần thiết phải lựa chọn dây hàn và thuốc hàn kết hợp tương xứng với thành phần và tính chất của vật liệu cơ bản. Thuốc hàn của các nhà sản xuất khác nhau không được thay thế cho nhau khi không có chứng chỉ chế tạo. Thuốc hàn có thể là trung tính hoặc hoạt tính. Thuốc hàn trung tính sẽ không đưa ra bất cứ tính chất thay đổi trong thành phần hoá học kim loại mối hàn. Chúng thường được sử dụng cho hàn nhiều lớp. Thuốc hàn hoạt tính bao gồm một số lượng nhỏ mangan và/hoặc Silic được sử dụng làm giảm bớt trạng thái rỗ và nứt mối hàn. Chúng thường được sử dụng cho ứng dụng hàn nhiều lớp.
Có ba dạng thuốc hàn hợp kim, trong đó khi sử dụng cùng với điện cực thép carbon thường cho sản phẩm kết lắng là mối hàn hợp kim. Điều này được tương xứng với các kim loại cơ bản hoặc cùng với thêm vào hợp kim được sử dụng cho hàn phủ cứng. Mức độ thay đổi trong điện áp hồ quang làm thay đổi mức độ tiêu thụ thuốc hàn. Điện áp hồ quang cao (chiều dài hồ quang dài) làm tăng thêm số lượng thuốc bị nóng chảy hoặc bị lãng phí. Điều này có thể là nguyên nhân nhiều hợp kim được kết lắng;
Vì thế điều hệ trọng theo sau của nhà sản xuất yêu cầu điện áp khi sử dụng thuốc kỹ lưỡng. Tổng hợp, thuốc được lựa chọn căn cứ trên tính chất cơ học được yêu cầu của mối hàn kết lắng. Dây hàn sẽ được lựa chọn chung với thuốc hàn để tháo bỏ các tính chất cơ khí này. Nhà sản xuất thường có bản kê khai thuốc hàn cùng với vài sự phối hợp với điện cực cho hàn thép khác nhau. Sự giới thiệu của nhà sản xuất sẽ kèm theo sau cùng với chi tiết cụ thể cho dạng hàn một hoặc nhiều lớp hàn của ứng dụng có liên quan tới tính chất kim loại cơ bản. Nếu mối hàn có yêu cầu khó, việc thử nghiệm sẽ là thủ tục đánh giá điều đó cho kết quả tính chất mối hàn mong muốn.
Với những yêu cầu trên đây, những lưu ý cần thiết khi lựa chọn dây hàn cho máy hàn hồ quang chìm(hay máy hàn dây hàn dưới lớp thuốc) phải phù hợp với các tiêu chuẩn: Phù hợp tiêu chuẩn các công văn quy chuẩn về dây hàn, thuốc hàn do việt nam ban hành.: AWS A5.17: EL12. Quy chuẩn Đăng kiểm: QCVN 21:2010/BGTVT-AW3 ;TCVN 2362 – 1993.Thuốc hàn phù hợp: AWS-F6A2 & F7A0 ( SJ301 & SJ501).
Mọi thắc mắc xin vui lòng liên hệ:
Cty cp máy và thiết bị Toàn cầu.
Đ/c: km2- đường phan trọng tuệ- thanh trì- hà nội.
DT: 0913308425 / 0966506886 / 0436658802
Email: mayhancongnghiep@gmail.com
Website: http://weldcut.vn


Viết bình luận: