

Weldcut- Toàn Cầu đưa ra những thao tác kĩ thuật cần thiết chuẩn bị trước khi hàn của máy hàn mig - mag. Đó là bước quan trọng mà bất kì thợ hàn đều biết, để giúp máy hàn hoạt động tốt hơn.
Mỗi máy hàn MIG/MAG dù nkhác nhau về chủng loại, tuy nhiên nguyên lý hoạt động của mỗi máy đều giống nhau.
Do đó khi vận hành cần tuân thủ theo trình tự sau:
- Nối cáp, định vị vật hàn.
- Kiểm tra đầu nối và cáp điện đầu vào
- Kiểm tra đầu nối và cáp điện đầu ra ( Cực (+) nối vào bộ phận đẩy dây hàn, cực (-) nối vào bàn hàn). Kiểm tra đầu nối từ hộp điều khiển từ xa và bộ phận đẩy dây tới máy hàn. Đảm bảo chắc chắn chúng ở chế độ làm việc tốt.
- Kiểm tra đầu nối ở ống dẫn khí, cáp điện nối ra công tắc mỏ hàn, cáp điện nguồn và cáp nối ra dây hàn.
- Bật nguồn điện hàn.
- Đóng cầu dao nguồn chính “ON”. Bật công tắc điều khiển nguồn POWER trên bảng điều khiển của máy hàn
- Điều chỉnh thông số đầu ra.
-Tốc độ cấp dây
- Điện áp
- Dòng hàn
Điều chỉnh lưu lượng khí
- Mở van chai khí bảo vệ, kiểm tra áp suất khí của khí bảo vệ trên đồng hồ đo áp lực khí.
- Bật công tắc điều chỉnh khí “GAS” sang vị trí ‘CHECK’, mở van điều chỉnh lưu lượng khí ra mỏ hàn phù hợp
Bảo quản Máy hàn MIG/MAG
Bảo quản ống tiếp điện
Hồ quang sẽ không ổn định khi đường kính lỗ ống của tiếp điện và đường kính của dây không khớp và lỗ ống tiếp điện bị ôva
Nếu xuất hiện hiện tượng dây hàn nóng cháy dính vào đầu ống tiếp điện, thì dùng rũa để tẩy đầu dây kim loại lỏng ra
+ Kiểm tra tình trạng lắp ghép của ống tiếp điện:
Nếu ống tiếp điện bị hư hỏng, hồ quang sẽ cháy không ổn định và truyền điện cho dây hàn có thể không truyền được. Đầu re có thể bị cháy, hỏng, do đó cần kiểm tra bằng cách vặn chặt ống tiếp điện
+ Làm sạch hạt kim loại bám dính trong miệng phun;
Nếu bị hạt kim loại bám dính trong miệng phun, khí bảo vệ không thể phun ra tờ miệng phun đều đặn được. Bọt khí hoặc lỗ hơi có thể xuất hiện, vật liệu bị ôxy hoá, mối hàn và vùng xuong quanh bị xám đen. Vì vậy phải thường xuyên làm sạch miệng phun bằng loại vật liêu chống xước như gỗ.
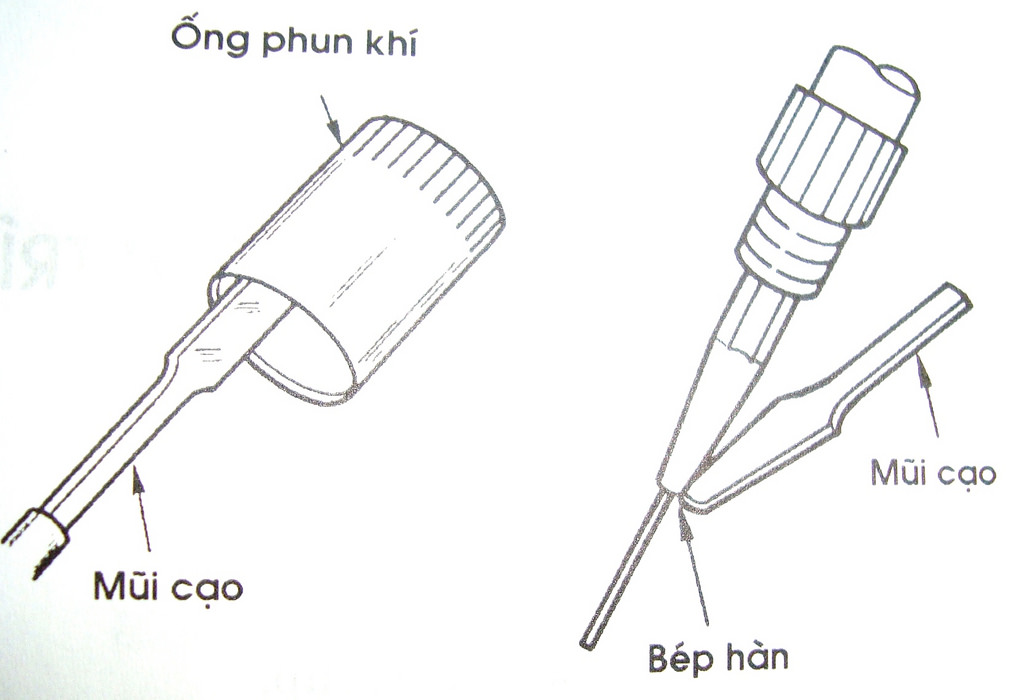
+ Kiểm tra vòi phun:
Nếu không sử dụng vòi phun, các hạt kim loại và xỉ bắn toé sẽ dính vào phía cuối miệng phun. Mỏ hàn có thể cháy do sự cách ly giữa miệng phun và thân mỏ hàn không tốt và khí bảo vệ khôg thể phun đề đặn từ miệng phun.
Khi lám sạch miệng phun và thay ống tiếp điện không được để vòi phun vào trong miệng phun, nếu vòi phun bị vỡ cần phải thay vòi phun mới. Nếu lỗ vòi phun dính các hạt kim loại hoặc xỉ sẽ làm khí bảo vệ không thể phun ra đều đặn. Do đó lỗ vòi phun phải được làm
Tư thế thao tác hàn

Sau khi kiểm tra máy đảm bảo yêu cầu và hoạt động tốt, tiến hành theo một trình tự sau:
- Cắt đầu dây hàn và điều chỉnh cho đầu dây hàn nhô ra ngoài mỏ hàn từ 10- 15 mm.
- Lựa chọn chế độ hàn: Dòng điện hàn, điện áp hàn, tốc độ dây, lưu lượng khí bảo vệ...
- Điều chỉnh đầu mỏ hàn để dây hàn vuông góc với bề mặt vật hàn
- Đưa cả tay trái vào cẩm mỏ hàn để giữ cho khoảng cách dây hàn nhô ra và góc độ mỏ hàn không thay đổi, đầu dây hàn cách bề mặt vật hàn từ 0,5-1mm
- Gây hồ quang bằng cách bấm công tắc mỏ hàn
- Trong khi gây hồ quang phải giữ cho khoảng cách đầu nhô ra của dây hàn không đổi, kiểm tra chế độ hàn bằng cách quan sát số chỉ của kim trên đồng hồ Ampe kế và Vôn kế
- Ngắt hồ quang bằng cách nhả công tắc mỏ hàn
- Gây hồ quang và điều chỉnh chính xác chế độ hàn đạt giá trị theo tính toán hoặc tra bảng
Chọn chế độ hàn:
Chế độ hàn bao gồm các thông số như : Tốc độ cấp dây, điện áp hàn, dòng hàn, lưu lượng khí, tầm với điện cực, góc nghiêng mỏ hàn...
Được chọn phụ thuộc vào kích thước điện cực (Dây hàn), dạng truyền kim loại lỏng, chiều dầy của liên kết hàn. Khi dòng điện quá thấp sẽ không đảm bảo ngấu hết chiều dầy liên kết, giảm độ bền của mối hàn. Khi dòng điện quá cao sẽ làm tăng sự bắn tóe kim loại, gây ra rỗ xốp, biến dạng, mối hàn không ổn định. Với loại nguồn điện có đặc tính ngoài cứng thì điện áp không đổi, dòng điện hàn tăng khi tăng tốc độ cấp dây và ngược lại.

Điện áp hàn (Uh)
Đây là thông số rất quan trọng của phương pháp hàn bằng điện cực nóng chảy trong môi trường khí bảo vệ, nó quyết định đến dạng truyền giọt kim loại lỏng. Điện áp hàn sử dụng phụ thuộc vào chiều dầy chi tiết hàn, kiểu liên kết, kích cỡ và thành phần điện cực, thành phần khí bảo vệ, vị trí hàn,...Để có được giá trị điện áp hàn hợp lý có thể phải hàn thử vài lần bắt đầu bằng giá trị điện áp hồ quang theo tính toán hay tra bảng, sau đó tăng hay giảm theo quan sát đường hàn để chọn điện áp thích hợp
Tốc độ hàn (Vh)
Tốc độ hàn quyết định chiều sâu ngấu của mối hàn. Nếu tốc độ hàn thấp, kích thước vũng hàn sẽ lớn và ngấu sâu. Khi tăng tốc độ hàn, tốc độ cấp nhiệt của hồ quang sẽ giảm, làm giảm độ ngấu và thu hẹp đường hàn.
Toàn Cầu chuyên cung cấp các loại máy hàn mig chất lượng, chính hãng, giá cạch tranh đến tận tay người tiêu dùng. với tiêu chí của chúng tôi là lấy khách hàng làm trung tâm, chúng tôi luôn luôn phấn đầu, tự hoàn thiện mình để đáp ứng ngày càng cao nhu cầu của khách hàng. Mọi chi tiết quý khách xin vui lòng liên hệ với chúng tôi qua sdt đường dây nóng: 0913308425 / 0966506886 để biết thêm chi tiết cũng như các chương trình khuyến mại đang được áp dụng hiện nay.



Viết bình luận: