

Weldcut -Các kĩ thuật cắt kim loại bằng máy cắt Plasma đầu tiên ta tìm hiểu nguyên lý hoạt động của mỏ cắt là quá trình cắt kim loại bằng khí là đốt cháy kim loại cắt bằng dòng ôxy, tạo thành các ôxýt (FeO, Fe2O3, Fe3O4), làm nóng chảy các o-xit đó và thổi chúng ra khỏi mép cắt tạo thành rãnh cắt.
Khi bắt đầu cắt, kim loại ở mép cắt được nung nóng đến nhiệt độ cháy nhờ nhiệt của ngọn lửa nung, sau đó cho dòng ôxy thổi qua, kim loại bị ôxy hóa mãnh liệt (bị đốt cháy) tạo thành ôxyt. Sản phẩm cháy bị nung chảy và bị dòng ôxy thổi khỏi mép cắt. Tiếp theo, do phản ứng cháy của kim loại toả nhiệt mạnh, lớp kim loại tiếp theo bị nung nóng nhanh và tiếp tục bị đốt cháy tạo thành rãnh cắt.
Điều kiện đối với kim loại cắt
- Nhiệt độ cháy của kim loại phải thấp hơn nhiệt độ nóng chảy của kim loại đó. Đối với thép cacbon thấp C < 0,7% nhiệt độ cháy vào khoảng 1350 độ C còn nhiệt độ chảy gần 1.500 độ C nên thoả mãn điều kiện này. Đối với các loại thép cácbon cao thì nhiệt độ cháy gần bằng nhiệt độ chảy nên trước khi cắt phải đốt nóng sơ bộ đến 300 độ C
- Nhiệt độ nóng chảy của ôxýt kim loại phải thấp hơn nhiệt độ nóng chảy của kim loại đó. Thép hợp kim crôm hoặc crôm-niken, do khi cháy Cr tác dụng với O2 để tạo thành ôxýt crôm Cr2O3 có nhiệt độ nóng chảy tới 2.050oC vì vậy phải dùng thuốc cắt mới có thể cắt được. Nhôm và hợp kim của nhôm, do nhiệt độ nóng chảy thấp, khi cháy tạo thành ôxýt nhôm Al2O3 có nhiệt độ nóng chảy tới 2.000oC, mặt khác lại dẫn nhiệt nhanh nên cũng không thể cắt bằng khí, trừ khi dùng thuốc cắt.
- Nhiệt toả ra khi kim loại cháy phải đủ lớn để đảm bảo sự cắt được liên tục, quá trình cắt không bị gián đoạn. Khi cắt các tấm mỏng bằng thép cácbon thấp nhiệt lượng sinh ra khi cháy đạt tới 70% chỉ cần nhiệt lượng của ngọn lửa 30% nữa là đủ cắt liên tục.
- Ôxýt kim loại nóng chảy phải có độ chảy loãng tốt, để dễ tách ra khỏi mép cắt. Gang không thể cắt bằng khí vì nhiệt độ nóng chảy cao hơn nhiệt cháy và khi cháy tạo ra ôxýt silic SiO2 có độ sệt cao.
- Độ dẫn nhiệt của kim loại không quá cao, tránh sự tản nhiệt nhanh làm cho mép cắt bị nung nóng kém làm gián đoạn quá trình cắt.
Cấu tạo mỏ cắt
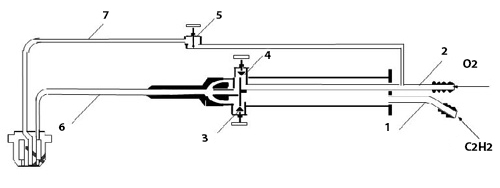
Sơ đồ nguyên lý cấu tạo mỏ hàn khí
1 - Ống dẫn khí C2H2
2 - Ống dẫn khí Oxy
3 - Van điều chỉnh dòng C2H2
4 - Van điều chỉnh dòng Oxy nung
5 - Van điều chỉnh dòng Oxy cắt
6 - Ống dẫn hỗn hợp khí cháy
7 - Ống dẫn dòng oxy cắt
Khí axêtylen được dẫn vào ống (1) đi qua van (3), còn ôxy được dẫn vào ống (2), sau đó phân làm hai nhánh, một dòng đi qua van (4) và tới miệng phun hút khí axêtylen và hòa trộn tạo ra hỗn hợp cháy để nhận được ngọn lửa nung nóng, một dòng đi qua van (5) tới đầu mỏ phun để tạo ra dòng ôxy cắt.
Ngoài ra Quý khách hàng có thể tham khảo các loại máy cắt - các thiết bị cắt, máy hàn điện tử do công ty CP máy và thiết bị Toàn Cầu phân phối



Viết bình luận: